
I commonly come across excellent Chief Engineers and Technical Superintendents that know very little about pipe fitting. This is because chief engineers, and marine engineers in general, are trained to be operators of machinery and their focus is typically on the operation and maintenance of machinery like main engines, waste heat recovery systems etc. These are the same folks coming ashore as technical managers and then supervising dockings. There should be no surprise there is a gap in their understanding of some of the pipe fitting basics. The objective of this reference is to give Marine Engineers the basics that will allow them to effectively communicate with maintenance personnel and dockyards for low pressure and temperature, class III piping systems.
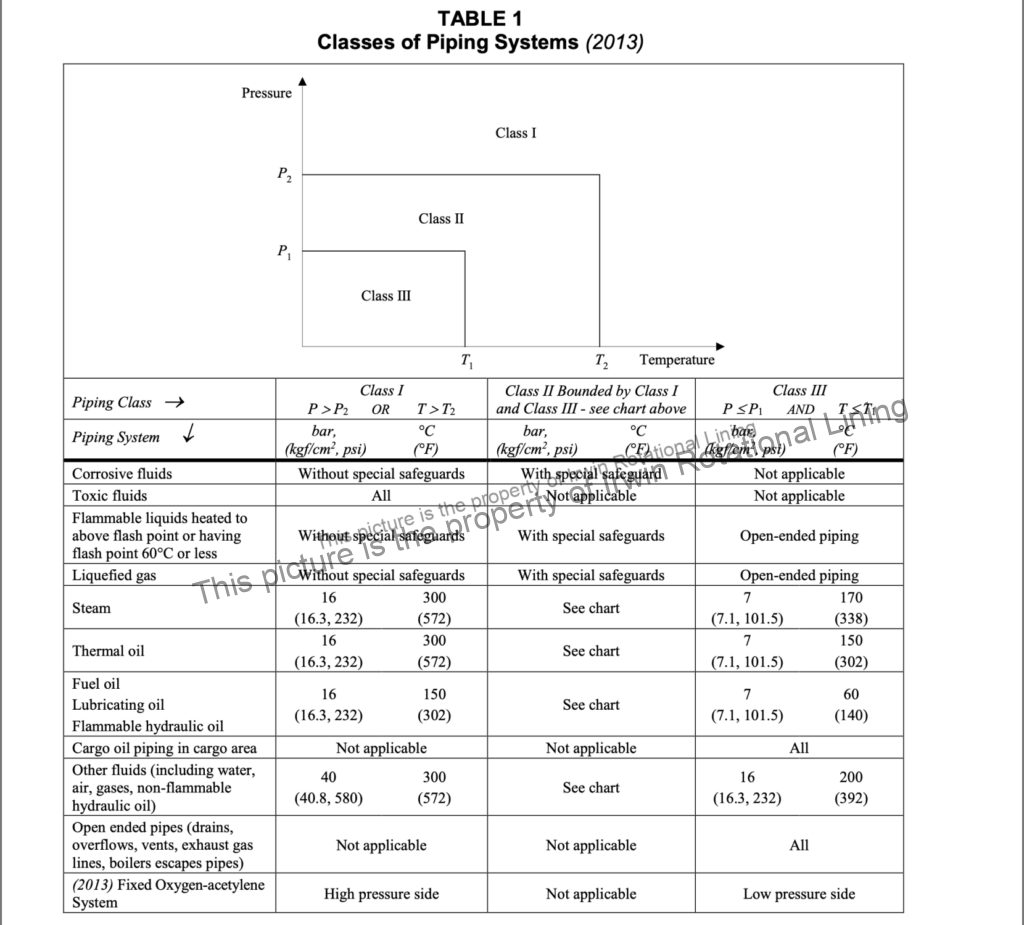
How do you know the class of the pipe, you look at a chart. Here is the chart I like to use from ABS Steel Vessel Rules.
Let us start with flanges. Flanges on vessels come in 4 standards and only 4 standards. They are DIN2501 PN10, DIN2501 PN6, JIS10K and JIS5K. All the other standards like GB(China) EN etc, will match one of the above standards. If you find a wacky flange that does not meet one of these 4 standards for a low pressure system, then someone made a mistake or a piece of land based machinery was adapted for a vessel.
Get yourself a flange comparison table. Send me an email at David.Schaus@irwin.com.hk and I will send you a .pdf of the one I like. Here is an example of a table for a DN400 (16″) pipe courtesy of Tyco International.
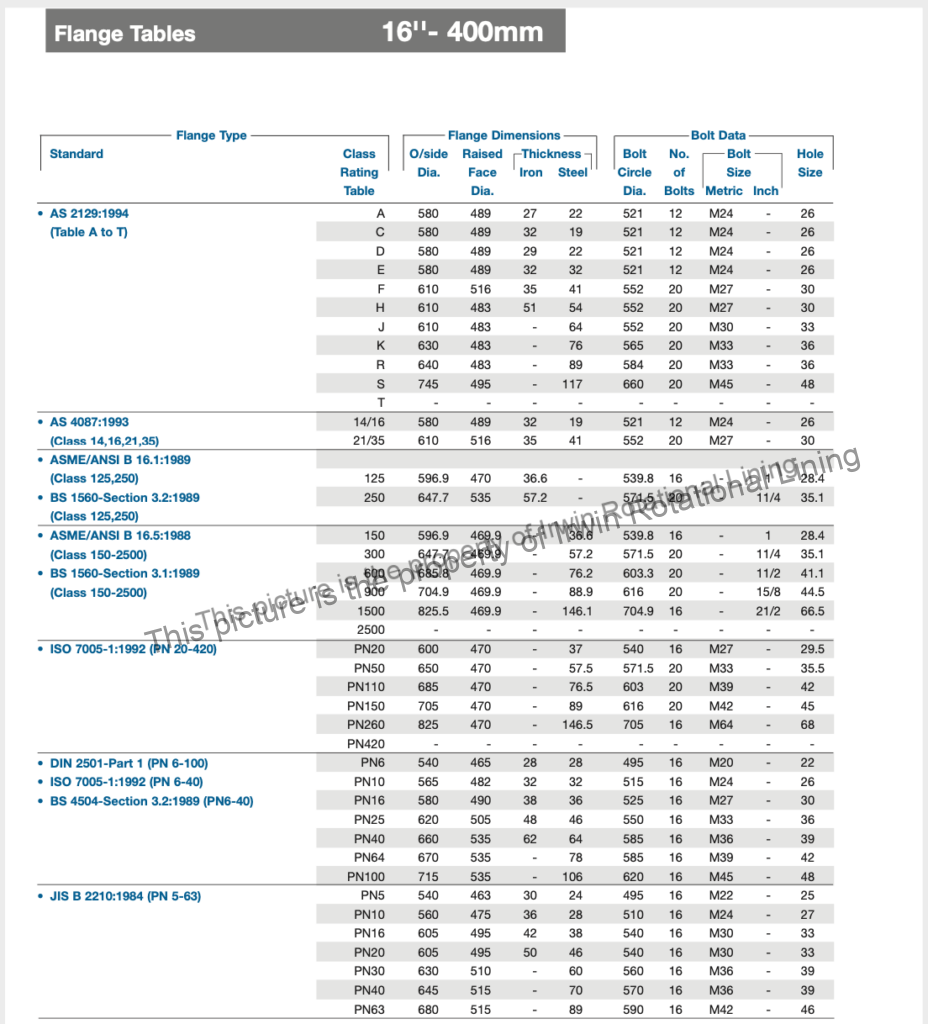
Ignore everything except the bottom two rows. When you send your technical superintendent a request to renew a pipe, do her a favor and tell her the standard of the pipe flanges since every good maintenance company will want to know before they attend.
Now we need to understand pipe basics and we will start with nominal diameter. A DN400 pipe is not 400mm in diameter, it is 406.4mm in diameter. Why is it 406.4mm and not 400mm? It is because pipe fitting is still stuck in the imperial system and 16″ is equal to 406.4mm. This becomes very important when you measure a pipe because with a set of calipers on an old pipe covered with rust and paint and you send me a drawing telling me a pipe has a diameter of 410mm, I am going to cross out your dimension and write 406.4mm since I know that is the actual diameter and your measurement is not correct.
Wall thickness or schedule is another important area to understand. A SCH80 pipe is thicker than a SCH40 pipe, but the nominal diameter is identical. That means as you make the wall thickness, thicker, you are making the internal diameter smaller and the outer diameter stays the same. With advances in pipe coating and lining (my company is a PE lining company), the wall thickness does not have to be as thick since there is not as much need to make a corrosion allowance. For this reason the wall thickness can be optimized to a thinner wall thickness that is no longer described accurately in terms of schedule. If you are going to pay for my PE lining, then I will never suggest a wall thickness greater than 9.5mm for DN300 and larger diameters. For diameters smaller than DN300, I typically revert to SCH40 since that is the material commonly available.
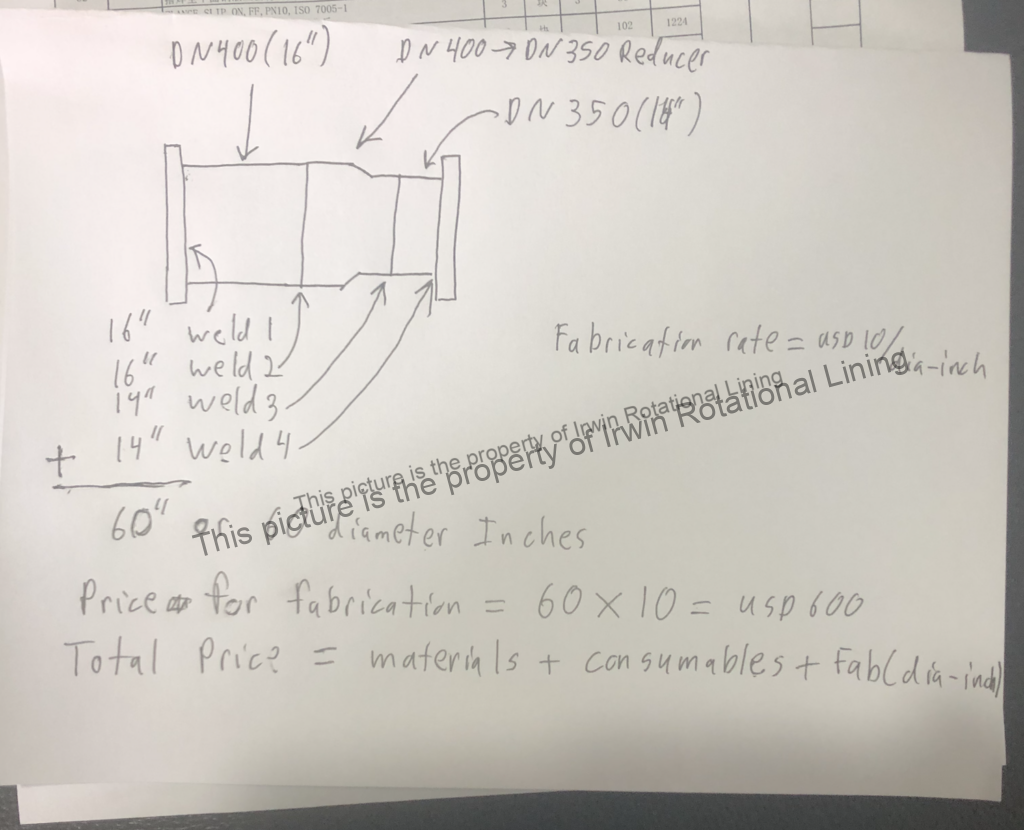
How does a dockyard price your pipes? There is some variation here, but most common is by diameter-inches. This often results in a confusing mix of metric and imperial units, but I have included a diagram and some simple calculations to demonstrate a calculation. A dockyard will have standard rates for fabrication based on diameter inches and some welders are paid based on their productivity in diameter inches. This is how a great welder can make a lot more money than a bad welder. After you have calculated the price for the welding in diameter inches, you then typically add consumable costs and material costs to get the total price you will be requested to pay. Sometimes consumables costs are included in the diameter inch pricing, but not typically, in my experience.
What are the classification society requirements for class III pipes ie most seawater systems like ballast and cooling pipes?
The pipe supplier needs to provide a manufacturer’s certificate. A manufacturer’s certificate for a class III pipe basically describes the pipe and the fabrication process and in the case of my factory we also include information of the PE Lining. There is no standard format for this certificate, but it must accurately describe the pipe, materials, consumables and fabrication processes. Here is an example from my workshop.
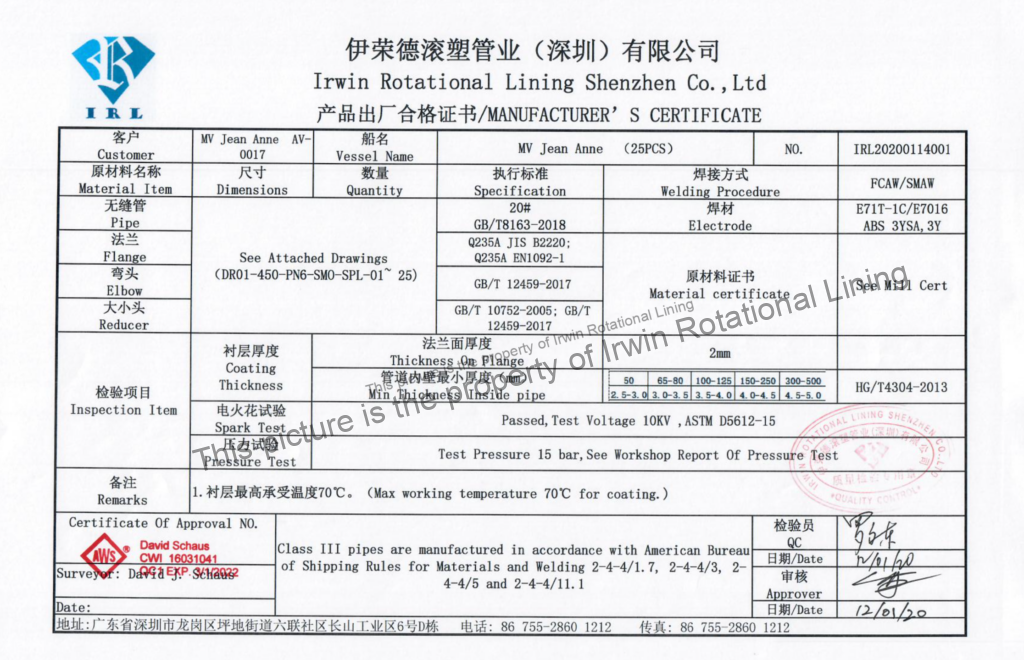
Some items of confusion I have seen from customers (and sometimes even the class surveyor) about these certificates are related to mill certs. A class III pipe does NOT require a pipe from a type approved manufacturer or a 3:1 mill cert. It only requires a mill cert from the pipe mill. This is different than a class I and II pipe that does require type approved materials or in a practical sense the mill cert for class I and II pipes has a classification society stamp/chop on the mill certs.
If you read the IACS rules, the classification society surveyor may even wave these requirements for a class III pipe, but I would question the professionalism of a pipe manufacturer if they are not providing a manufacturer certificate with their class III pipes.
I hope you enjoy this article and please reach out if you have any questions or comments. Hopefully, next month, I will publish Lesson 2.


